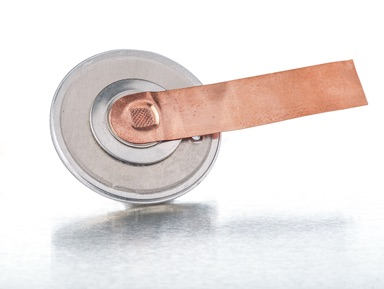
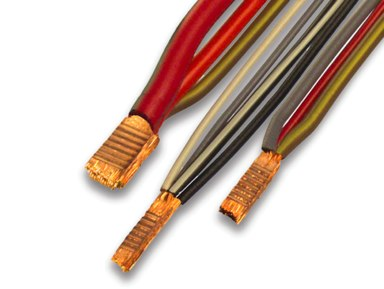
Longitudinal welding: The longitudinal vibration system is used in many fields, such as plastic welding and non-ferrous metal welding. The welding system is usually a horizontal structure. The vibration is directed tangentially into the upper joint. The welding head clamps the upper joint and moves it horizontally to the lower part. At the high frequency of 20 kHz and the corresponding amplitude and pressure, the friction between the components will form atomic compounds. The necessary welding pressure is generated by pressing.

Torsion welding: through the torsional movement of the welding head, ultrasonic waves will not cause load around the welding area. Therefore, the torsion process is particularly suitable for sensitive application environments that may cause damage due to vibration outside the welding zone. For example, films, fabrics, thin injection molded parts (formed springs, thin film gratings), ceramics, electronic devices. Sometimes plastic materials can be connected in different ways. The torsion process is suitable for plastic and metal welding. Since the welding system only feeds along the Z axis, the system has good accessibility and short cycle time.
Spin welding: This process scheme was originally developed for high-power applications ranging from 6.5 kW to 10 kW, but it also shows more and more advantages in low-power applications. When welding, the welding head moves in a rolling manner. Therefore, the maximum amplitude is always at the center of the welding surface, and power can be introduced precisely. Through this new type of movement, unprecedented effects can be achieved and new possibilities can be opened up. Since the welding system only feeds along the Z axis, the system has good accessibility and short cycle time.





Address:Room 1801, Science and Technology Plaza, Qianjin East Road, Kunshan Development Zone
Contact:Mr.Guo
Mail:dz.guo@ianywell.com
TEL:0512-57887648
Message